
激光融覆技术与普通电镀处理的区别
激光熔覆技术和普通电镀处理在目的上都是为了改善材料表面性能(如耐磨、耐腐蚀),但在原理、技术层次、性能效果和环境影响等方面存在根本性的区别。
我们可以用一个比喻来快速理解:
普通电镀:就像给一件铁器喷漆或贴一层很薄的膜。膜与基体是物理或简单的化学结合。
激光熔覆:就像用高超的焊接技术,将一块特质的不锈钢完全熔焊到铁器表面。两者在高温下熔化,形成了冶金结合的“合金层”。
目前EVP螺杆泵增加了该技术,通过将泵体和侧盖用激光熔覆1mmC276,可以更好的应用于强酸行业,比普通电镀有更好的耐腐蚀性。以下型号均可使用:
LG70(EDSE70)
LGB110(EDSV70)
LG150(EDSE150)
LGB220 (EDSV70)
LGB300(EDSV70)

激光熔覆 C276 哈氏合金 的螺杆泵,核心优势是超强耐蚀性、耐高温性和抗点蚀 / 缝隙腐蚀能力,能适配多种高浓度、高温的强酸工况,适用的强酸行业及场景如下:
1.湿法冶金行业该行业常使用高温、高浓度的硫酸、盐酸、硝酸或混酸进行矿物浸出(如铜、镍、钴的提取),介质中还可能含有氯离子、氟离子及固体矿渣颗粒。激光熔覆 C276 的螺杆泵,既能抵御强酸腐蚀,又能耐受矿浆的磨损,适合浸出槽料浆输送、酸液循环、尾矿酸性废水转运等环节。
2.高端化工合成行业在精细化工、特种化工生产中,会用到高温浓硝酸、发烟硫酸、氯磺酸等强氧化性强酸,或盐酸 – 氢氟酸混酸体系。普通氟塑料泵耐温性不足,而 C276 合金的耐蚀和耐高温(可达 600℃ 以上)特性,能满足这类苛刻介质的输送需求,比如硝化反应酸液输送、磺化工艺介质循环等。
3.核化工与特种酸碱处理行业核化工领域的放射性酸性废液(含硝酸、盐酸及放射性离子)处理,对泵的耐蚀性和稳定性要求极高。C276 合金不受氯离子腐蚀的特性,可避免泵体因点蚀失效,适合放射性酸性废液的转运和处理。
4.石油化工与炼化行业炼油厂的酸性水汽提、加氢精制等工序,会产生含硫化氢、氯化氢的酸性介质,同时伴随较高温度。激光熔覆 C276 的螺杆泵,能抵御湿硫化氢腐蚀和酸性介质冲刷,用于酸性水输送、脱硫系统酸液循环等场景。
5.电镀与电子级酸洗行业高端电镀(如航空航天零部件电镀)、电子晶圆酸洗工序,会用到高纯盐酸、硫酸或混酸,对介质纯度要求高,且需避免金属离子污染。C276 合金的耐蚀性可保证酸液纯度,同时适配酸洗槽的酸液循环、废液排放等需求。
下面从各个维度进行详细对比:
| 对比维度 | 激光熔覆技术 | 普通电镀处理 |
| 核心技术原理 | 高能冶金结合。用高能激光束将基体表面和添加的合金粉末(或丝材)同时熔化,快速凝固后,形成与基体冶金结合的新合金层。 | 电化学沉积。将工件浸入电解质溶液,通过电流作用,使溶液中的金属离子在工件(阴极)表面还原并沉积,形成一层金属或合金涂层。属于物理/化学吸附结合。 |
| 结合强度 | 极高(冶金结合)。涂层与基体材料相互熔融,界面模糊,结合强度通常可达基体材料自身的70%以上,不易剥落。 | 较低(机械/弱化学结合)。涂层附着在基体表面,结合力主要依赖分子间作用力和机械咬合。受力大时易起皮、剥落。 |
| 涂层厚度 | 通常较厚,一般在0.2mm – 3.0mm甚至更厚,可根据需要灵活调整。 | 通常很薄,一般在几微米到几十微米(0.001mm – 0.05mm),镀厚困难且易产生缺陷。 |
| 对基体影响 | 热影响区小但存在。高速加热和冷却,热变形小,但基体表层会经历一次微型“热处理”。 | 几乎无热影响。在常温或较低温度下进行,不会改变基体材料的金相组织和性能。 |
| 涂层材料灵活性 | 极高。可使用各种金属合金粉末(镍基、钴基、铁基、碳化钨复合材料等),甚至陶瓷材料,实现功能化设计。 | 受限。主要是可电化学沉积的金属及其合金,如铬、镍、锌、铜、金、银等,种类相对有限。 |
| 涂层性能 | 性能优越。涂层致密、无气孔,可根据需要获得高性能的耐磨、耐蚀、耐高温、抗氧化等特性。 | 性能一般。涂层可能存在微孔、氢脆等问题。耐磨性通常不如熔覆层,但某些镀层(如硬铬)的耐磨、耐蚀性也较好。 |
| 环保性 | 相对环保。过程主要为物理过程,使用金属粉末,无有毒废液。可能产生粉尘和烟雾,但易于收集处理。 | 污染严重。电镀液常含强酸、强碱及氰化物、六价铬等剧毒物质,会产生大量难处理的废水、废渣和废气 |
| 成本与效率 | 单次成本高,但综合性价比可能高。设备昂贵(激光器),运行能耗高,但材料利用率高,涂层寿命长,适合关键部件修复与强化。 | 单次成本低,但综合成本可能不低。设备投资相对小,但耗材(阳极、镀液)、环保处理成本极高,且涂层寿命可能较短。 |
| 主要应用 | 高端制造与再制造: • 高端零部件制造(如涡轮叶片耐磨层) • 失效零件修复与强化(如轴类、轧辊、模具) • 快速原型制造 |
通用性防腐蚀与装饰: • 防腐(如钢铁件镀锌、镀镍) • 装饰性外观(如首饰、五金件镀金、铬) • 提高表面硬度、光泽度(如硬铬镀) |
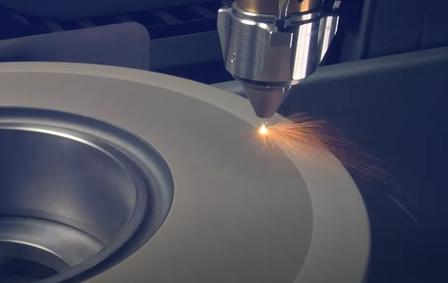
以下是一些激光熔覆技术的相关图片:
1.同轴送粉激光熔覆技术:光束周围环状送粉或者多束送粉,并设置由专门的保护气通道,粉束、光束与保护气流交于一点。

2.旁轴送粉激光熔覆技术:合金粉末经送粉嘴输送至工件表面进行预置,随着熔覆头与工件做相对运动,矩形的激光束扫描预置的合金粉末并将其熔化形成熔池。

3.超高速激光熔覆技术:激光束与粉束、惰性气体气流的耦合经过精密设计,工作时使一部分激光能量用于加热粉束,另一部分穿透粉束的激光束加热基材。
4.高速丝材激光熔覆技术:金属丝由侧向送入激光束,激光束将金属丝熔化后形成熔池,随着熔覆头与工件的相对运动形成熔覆层。
